Лин бережливое производство: инструменты, методы и этапы внедрения – Что такое lean production и с чем его едят?
Lean: бережливое производство
Lean — целый образ мышления. Образ мышления, который оптимизирует рабочий процесс. Использует он для этого принципы работы и инструменты.
Бережливое производство или Lean зародилось на основе производственной системы заводов Toyota. Американские исследователи интерпретировали часть идей Тайти Оно и нашли созданную им систему пригодной не только для автомобилестроения, но и для любых других сфер.
Основа концепции бережливого производства — сокращение потерь. Потерей считается всё, что не делает продукт ценнее. Для сокращения издержек рабочий процесс максимально оптимизируется, упрощается там, где это надо. Также важной деталью Lean является постоянное стремление к совершенству.
Виды потерь
Потери и работа над их сокращением составляют немалую часть этого образа мышления. Создатели бережливого производства выделяют семь видов потерь. В разных источниках они могут называться по-разному.
- Частично выполненная работа. Когда работа над продуктом или его компонентом не завершена до конца, он не несёт пользы и не имеет ценности. А значит, ресурсы и время были затрачены впустую.
- Лишние этапы или процессы. Это те процессы, которые отнимают время и усилия, но не делают продукт дороже. Таким процессом может быть, например, написание отчётов.
- Ненужные функции или перепроизводство. Новая опция или функциональность может быть полезной, но если клиенту она не нужна, то на цене продукта это не скажется.
- Многозадачность и перемещение. Каждый сотрудник, да и команда в целом максимально эффективно работают над одной задачей. Чем больше задач выполняется одновременно, тем меньше эффективность труда.
- Ожидание. Рабочее время, потраченное впустую из-за того, что процесс мог остановиться или замедлиться на других этапах.
- Транспортировка или движение. Когда работники находятся далеко друг от друга, или сам процесс сборки/работы растянут, время на коммуникацию или передвижение частей продукта по этапам производства увеличивается.
- Дефекты. Дефектная продукция имеет низкую ценность либо заставляет команду тратить время на исправление дефектов.
Источники потерь
Также разделяют три типа или источника потерь.
- Муда — бесполезность, избыточность, расточительность. Это те потери, которые были описаны выше.
- Мура — неравномерность, отсутствие ритма. Издержки, возникающие из-за прерывистого графика, неравномерного производства.
- Мури — неразумность, перегруженность. Излишняя нагрузка сотрудников, из-за чего в долгосрочной перспективе они становятся менее эффективными.
Принципы Lean
Бережливое производство содержит несколько принципов и ряд ценностей. Ценности здесь играют, наверное, бо́льшую роль, так как отражают и поясняют всю концепцию.
- Ликвидация потерь.
- Усиление обучения.
- Принятие решений в последний ответственный момент.
- Сокращение времени задержек.
- Уважение к команде и работа над её эффективностью.
- Целостность и качество продукта.
- Видение полной картины.
Принципы — достижение максимального качества и устранение издержек. Выделяется пять этапов их реализации.
- Определение ценности продукта.<
- Определение потока создания ценности.
- Обеспечение непрерывного течения этого потока.
- Позволение потребителю вытягивать продукт.
- Стремление к совершенству.
Инструменты
В Lean дан широкий инструментарий. Одни инструменты регулируют переналадку оборудования, другие организуют рабочее место, третьи анализируют результаты труда. Интересно, что большинство инструментов применимо в различных сферах производства. Вот некоторые из них.
Карта потока ценности
Карта потока ценности — это схема, на которой изображается движение продукта или определённой его функциональности по этапам.
Каждый этап выделяется в прямоугольник и соединяется стрелкой со следующим. Под цепочкой из прямоугольников изображается время, которое продукт провёл в каждом из них и потратил на перемещение между ними. На основе карты потока времени легко высчитать, какие этапы занимают больше времени, а также сколько суммарно часов или дней тратится на ожидание или переходы.
5 «Почему?»
Пять «Почему?» — метод решения проблемы. Он позволяет дойти до первоисточника неполадок или потерь. Это достигается за счёт последовательных пяти вопросов «Почему?» при обнаружении проблемы. После этого решение, как правило, становится гораздо очевидней.
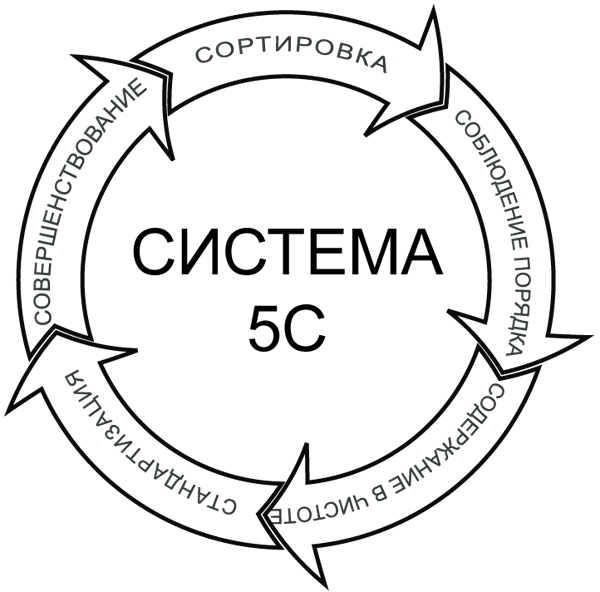
5S
5S — это также один из lean-инструментов, направленный на улучшение организации рабочего места. Он состоит, как можно догадаться, из пяти компонентов или шагов (5 Steps).
- Сортировка — разделение всех предметов на нужные и ненужные, избавление от последних.
- Соблюдение порядка — организация хранения нужных вещей таким образом, чтобы к ним легко можно было получить доступ.
- Содержание в чистоте — регулярная уборка рабочего места.
- Стандартизация — составление стандартов для трёх вышеизложенных шагов.
- Совершенствование — поддержание установленных стандартов и их улучшение.
Применение Lean
Бережливое производство наиболее выгодно внедрять именно в производственных отраслях. Именно там Lean позволяет серьёзно экономить и уменьшать издержки. Образ мышления и инструменты удобно вводить и в масштабах предприятия, и в небольших коллективах. В сфере ПО даже создана бережливая разработка программного обеспечения — методология, использующая концепцию Lean и её принципы.
Начало повсеместного применения технологий бережливого производства положила компания Toyota. Последовав её примеру, многие крупные фирмы во время различных кризисов стали искать способы снизить издержки и пришли к Lean. Сейчас его принципов придерживаются 2/3 компаний в США. Отчасти ещё и потому что государство содействовало в распространении методик.
В России не так много компаний желают организовывать рабочий процесс при помощи философии. Тем не менее постепенно крупные компании переходят к новым методам производства. РЖД, КАМАЗ, «Иркут» и «Росатом» успешно внедрили Lean и добились благодаря нему неплохих результатов.
Литература о Lean
О бережливом производстве, как и о гибких методологиях, написано немало разной литературы. Три книги, благодаря которым можно начать разбираться в Lean и применять её.
1. «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании», Джеймс П. Вумек, Дэниел Джонс.
 | Авторы — одни из основателей и популяризаторов Lean. В книге подробно описана теория, как и что нужно делать. Кроме того, содержится много примеров из практики компаний в различных странах. Подойдёт в первую очередь практикам. |
2. «Производственная система Тойоты», Тайити Оно.
 |
Тайити Оно — создатель системы на заводах Toyota, которая впоследствии породила Kanban, Lean и ряд других методологий. Автор описывает устройство системы, а также тридцатилетнюю историю развития и успеха бренда. Книга подойдёт не только практикам, но и всем, кто интересуется философией бережливого производства и различными методологиями.
|
3. «Производство без потерь для рабочих».
 |
|
4. «Бизнес с нуля. Lean Startup», Эрик Рис.
 |
|
Внедрение Бережливого производства, или что такое система Лин
Дата публикации: 26-01-2019 1787
Чтобы предприятие было эффективным и прибыльным, необходима особая система работы, которая будет направлена именно на это. Например, система Бережливого Производства, которая была взята из стран Азии. В данной статье мы расскажем о том, что такое бережливое производство, зачем оно важно и нужно. А также рассмотрим, как его внедрить в своей компании.
Система Лин — это такая система управления, при которой производство продукции делается в четком согласовании с запросами покупателей и с наименьшим количеством недостатков по сравнению с обычным предприятием. При этом уменьшаются издержки труда, места, денежных средств.
Концепция бережного производства (БП) содержит мысль, в согласии с которой всевозможные действия в фирме нужно разглядывать с точки зрения покупателя: создается ли в результате их ценность для покупателя или нет.
В целом, внедрение основ системы бережливого производства дает большие результаты. Превосходство ее в том, что система на 80% состоит из мер по организации и лишь на 20% — во вложения в технологию.
Алгоритм внедрения бережливого производства на предприятии:
- найти проводника изменений;
- изучить теорию методики БП;
- искать кризис или спровоцировать его;
- стратегии не уделять много внимания;
- создать карты потоков производства;
- над главным направлением быстрее начать работу;
- нацеливаться на быстрый результат;
- улучшать постоянно производство, используя инструменты БП.
Но, не взирая на значительные позитивные стороны, есть проблемы и ограничения, с которыми нужно справиться для успешной организации бережливого производства.
Перечислим главные из них:
- нужны большие перемены в организации, подготовленность персонала к этим переменам;
- вероятны значительные издержки по материалам;
- переподготовка сотрудников;
- необходимость интенсивной работы с поставщиками, заказчиками;
- долгие сроки введения;
- нет необходимой госпомощи.
Система Лин — логистическая теория маркетинга, направленная на рационализацию бизнес-действий с наибольшей направленностью на рынок и с учётом мотивировки рабочих. Она входит в базу новейшего маркетинга.
Целями ее считаются:
- сокращение трудозатрат;
- сокращение сроков изготовления;
- гарантированные поставки продукции клиенту.
Данная концепция подразумевает исследование, создание целей и задач. У любой компании задачи свои, но есть и общие принципы бережливого производства:
- создание основ раскрытия узких мест;
- планирование и управление планами в рамках всего производства компании;
- формирование стандарта компании по организации и работы БП;
- создание оценки характеристик отдачи пилотных планов и способов мотивации;
- организация распространения наилучших практик подразделений компании для всеобщего использования в рамках компании;
- наилучшее качество при малой цене.
Внедрение бережливого производства на предприятии позволяет лучше обслуживать потребителей, применяя при этом меньше материалов на наименьших площадях с меньшей численностью оснащения, меньшими трудозатратами и меньшим временем.

Компании, внедрившие технологии бережливого производства, готовы примерно в два раза увеличить продуктивность и сократить время выпуска, в два раза уменьшились площади, в два раза сократить запасы, фактически без денежных издержек.
Нужно поменять систему по управлению производством, систему отношений между разными уровнями и отделениями компании, систему ценностей служащих и их отношения.
Внедрение основ БП дает возможность получить значительные результаты. Теория БП приводит к неизменной ликвидации потерь в процессе изготовления продукции. Ожидается, что управляющий привлекает в данный процесс любого сотрудника, бизнес максимально нацелен на собственного покупателя.
Предполагается, что из процесса производства устраняются все потери, которые не имеют ценности для покупателя. В обычном бизнесе все потери ложатся на клиента. В БП подразумевается, что у заказчика нет необходимости в излишках продукции или ее комплектующих, хранящихся на базе. По данной концепции, все процессы в бизнесе компании делятся на несущие ценность покупателю и никак не прибавляющие этой ценности. Главная задача управляющего, применяющего концепцию БП, содержится в поступательном сведении к «нулю» действий и работ, не несущих ценности.
Предлогом для перестраивания бизнеса по системе Лин может быть не лишь воля руководства фирмы. Предпосылки для внедрения этой системы на предприятии такие:
- срыв сроков исполнения заявок;
- первоначальная стоимость продукции как оказалось очень высокой;
- сроки поставок возрастают;
- в продукции как оказалось большой процент брака;
- ограничивается производительность, растет незавершенное производство;
- растут затраты в финансовом балансе.
Примеры бережливого производства и практика показывают, что при применении концепции БП на предприятии можно добиться следующего:
- уменьшить цикл производства;
- улучшить использование места в кабинете или в помещениях для производства;
- уменьшить часть незавершенного производства;
- существенно повысить качество продукции;
- приумножить продуктивность труда, размеры выпуска;
- понизить издержки на содержание главных фондов;
- сделать управление наиболее действенным;
- группы рабочих становятся более самостоятельными.
Проблемой введения идеологии Лин на российских предприятиях могут стать преграды в сознании людей. Идеология БП подразумевает, что человек, который работает по этой системе, обязан работать так, как нужно в данный момент, сегодня действовать на одном участке, на следующий день — на другом и т.д. В РФ немало людей считают, что когда они имеют конкретную профессию, то не обязаны учиться более, мало кто желает обучаться. Иными словами при бережливом производстве обучение крайне важно.
Принципиальной частью мотивации БП считается зарплата. В компаниях РФ в основном сдельная зарплата, которая никак не подходит основам БП, поэтому, вводя эту систему, управление перекладывает обязанность за нее на плечи операторов. Очень трудно при внедрении БП отыскать хорошего управляющего. Многие руководители очень мало и поверхностно знают о данной системе, что вызывает вопросы по системе образования и подготовки кадров.
Применяя БП возможно существенно поднять качество продукции, продуктивность труда, понизить материальные и кратковременные издержки, сократить время исполнения заявок, нарастить конкурентоспособность компании. Мысли и способы этой системы могли бы сыграть определяющую роль в модификации секторов экономики индустрии РФ и устремлению ее к уровню передовых развитых государств, позволили бы им выжить в борьбе за покупателя. Такая система способствовала бы успешному развитию российских компаний и выход их на мировой уровень, в том числе в производствах с большой добавленной стоимостью.
Популярность системы Lean в России быстро растет. Некоторые крупные компании уже частично внедряют ее в производство. Главное препятствие — в «советских рудиментах», оставшихся как в самой производственной системе, так и в сознании огромного количества людей. Данная система требует изменений не только в управлении и организации, но и в самих людях. И здесь главную роль будет играть руководство, его нацеленность на результат.
Виды потерь в системе Лин
В период высокой конкурентной борьбы и падения деловой активности, у компаний нет иного пути, кроме, применения передовых технологий маркетинга, создания товаров и сервисов, удовлетворяющих покупателей по качественным показателям и стоимости.
Потери во всяком процессе производства – неминуемая проблема для почти всех фирм, как производителей, так и имеющих сервисы. Какие бы не были потери, они не прибавляет ценности продукту либо услуге. Для того чтобы найти потери, нужно о них знать.
Есть следующие виды основных потерь:
1. Если к работнику относиться как к запчасти, которую можно в любое время выбросить или заменить на новую и если все это еще происходит при концепции «работайте только согласно моим законам», в данном случае энтузиазм работников к труду неизбежно снижается. Специалисты утверждают, что такое ведение дел тащит фирму на дно, что обязательно потом отразится на ее прибыли. В той же Стране восходящего солнца в разных фирмах возникают «кружки качества», на которых любой имеет возможность изложить собственные идеи по изменениям в работе. Специалисты утверждают, что в XXI веке бизнес будет успешно развиваться у тех фирм, которые сумеют внушить собственному персоналу чувство сопричастности к улучшению изготовления продукции и обслуживания клиентов. Некоторые специалисты говорят, что уже необходимо участие части персонала и в делах фирмы, и в принятии решений — это поднимет уровень сопричастности всех в делах фирмы. При ускорении автоматизации и роботизации на предприятиях это становится уже неизбежным процессом.
2. Излишнее изготовление продукции приводит к тому, что те средства, которые можно было потратить на усовершенствование качества, затрачиваются на повышение объемов продукции. Контроль над количеством изготовленной продукции должен начинаться уже с рабочего места, что повышает оперативность и гибкость управления.
3. Если рабочие не работают, ожидая сырья, комплектующих и прочего, это — показатель неграмотного составления планов или не отработанных взаимосвязей с поставщиками. И на предприятии такая ситуация должна восприниматься как как ЧП. Именно задержки — видимая часть состояния дел на любом предприятии.
4. Ненужные перевозки — то есть, когда комплектующие или товар перевозят чаще нужного. Поэтому принципиально важно привозить все вовремя и туда, куда необходимо. И для этого в фирме должны быть и постоянно совершенствоваться схемы логистики. Для российских условий это один из самых трудных вопросов.
5. Лишние запасы, хранение на складах излишков или остатков товаров или комплектующих во многом нарушает принципы работы системы. Необходимо все устранять вовремя и быстро.
6. Продукцию нужно изготавливать только высококачественной, чтобы не пришлось ничего переделывать. Качественный контроль должен быть ускоренным и действенным.
7. Брак необходимо предотвращать всеми возможными способами, на удовлетворение жалоб клиентов уходят лишние средства, время и силы. Нужно помнить, что любой брак обходится производителям очень дорого, поэтому в системе на его предотвращение обращено особое внимание.
8. Неправильно установленный процесс доставки приборов, комплектующих внутри самой компании, лишние перемещения рабочих по помещениям. Это также ведет к увеличению трат времени на лишние действия, которые совершенно не ультимативны.

Инструменты Бережливого Производства
На сегодняшний день наиболее популярны следующие инструменты Бережливого Производства:
- Канбан,
- Кайдзен,
- Система 5С,
- Система JIT.
Предлагаем подробнее рассмотреть эти методы береждивого производства. И начнем мы с системы Канбан.
Система Канбан
Система производства Канбан возникла как итог модернизации компаний в согласовании с «точно в срок», с целью уменьшение затрат и роста качества продукции. Ее создание и следующее внедрение открыло новый вид управления.
С начала внедрения производственной системы Канбан возникают компании вытягивающего вида. При этом проходит модифицирование направленности потока информации. В цехах вытягивающего типа крайний участок сформировывает заявку на нужные комплектующие с прошлых шагов изготовления.
Канбан не считается полностью новым видом изготовления. Системы управления, образовавшиеся за 50 лет, предполагают надстройки для традиционных индустриальных компаний. Более четкий термин для способностей Канбан — это эффективность. Так как конкретно на ее поднятие и ориентированы современные способы модернизации изготовления продукции.
Суть системы Канбан состоит в постоянном исполнении операций на всех местах процесса производства. Главными чертами считается уменьшение запасов на складе по всей цепочке цикла производства. Это решение проблем узкого места любого производства. В реальности есть возможность недостаточных запасов. Последствиями становятся сбои в темпе изготовления, сокращение выработки рабочими и завышенное количество вспомогательных и запчастей из-за несвоевременных регламентных работ, повышение издержек на изготовление продукции.
Для другого варианта отличительными показателями считаются:
- маленькая оборачиваемость средств;
- понижение количества изготовленной продукции;
- повышение затрат на дополнительную инфраструктуру.
Канбан снижает опасности за счет лимитов по возможному количеству материалов в процессе производства. В итоге прозрачны все процессы: видны сбои в работе оснащения, настоящий процент брака, практические возможности рабочих мест. И результатом введения системы делается поднятие качества и снижения затрат.
Главные составляющие Канбан – контроль действий с поддержкой особых сигналов управления. Подчеркнем, что для действенного функционирования нужна структура взаимосвязи между подразделениями производства, взаимодействие трудового персонала.
Главной составляющей информирования в производстве стала система карточек Канбан — это пластиковые карточки разной расцветки. Их вид находится в зависимости от вида управления. Производственная заявка ориентируется расположением тары на стеллаже. Метод заказа исполняется так: главный контейнер с картой, если количество материалов уменьшилось, помещают на стеллаж и потом работают с другим. Перевозчик порожний контейнер увозит, присутствие карточки на нем указывает на срочность заказа.
Главным недочетом представленного вида Канбана считается численность тары на каждый вид комплектующих. Карточка распределяется на некоторое количество частей, которые демонстрируют сведения относительно тех, кого они качаются. Есть разные схемы применения их цветов. Численность расцветок и их отбор находятся в зависимости от трудности производственных действий.
Стоит понимать, что система Канбан имеет ряд достоинств по сравнению с обычными способами управления производством. Она позволяет уменьшить время производства, сократить простои в работе оснащения, улучшить запасы комплектующих, понизить процент брака продукции, снизить незавершенное производство до нуля, повысить уровень применения площадей, увеличить продуктивность труда и гибкость компании.
При этом стоит отметить и минусы системы: здесь нужно создание четкой цепи поставок запасов, нет длительных планов по задачам производства.

Система Кайдзен
Кайдзен — это японская система. Название происходит от двух слов: «хорошо» и «изменения». Иными словами, это можно перевести как «перемены к лучшему» или «хорошие изменения».
Но при этом японская система Кайдзен — это не просто система для внедрения бережливого производства. Это целая философия, содержащая разного рода управленческие механизмы, которые направлены на то, чтобы стимулировать сотрудников мыслить креативно и на благо компании. То есть, разрабатывать, придумывать и, конечно, предлагать различные улучшения в работе фирмы и по возможности реализовывать их.
Если вы решили ввести на своем предприятии систему Кайдзен, стоит знать пять ее главных компонентов:
- личная дисциплина сотрудников,
- взаимодействие в работе,
- хорошее моральное состояние сотрудников,
- соблюдение кругов качества,
- регулярные предложения по усовершенствованию работы компании.
Система 5С
Система 5С — это особенная технология, которая направлена на создание эффективного рабочего места для сотрудника. Иными словами, это своеобразная система наведения порядка. И главной ее целью является укрепление дисциплины сотрудников и коллектива.
Это японская система. И в нее входят пять составляющих. В переводе на русский не все слова начинаются на «С», но в японском — именно так. Потому систему принято именовать как 5С.
Итак, в систему включены:
- Сортирование. То есть, нужно уметь разделять нужные предметы, дела, документы и прочее от ненужных, чтобы убрать последние и чтобы они не мешали работе.
- Грамотное расположение. То есть, нужно все, что полезно и что необходимо в работе, расположить так, чтобы все было на своих местах. И чтобы при необходимости знать — где и что лежит и найти это не тратя много времени.
- Чистота. На своем месте всегда нужно поддерживать порядок и чистоту. Регулярно убираться.
- Стандартизация — важно уметь соблюдать аккуратность во всем, соблюдая первые три правила.
- Совершенствование. То есть, чтобы все описанные выше привычки стали как само собой разумеющееся и вошли прочно в повседневную жизнь.
Система JIT
Данная система включает в себя аббревиатуру их трех слов английского языка, то есть система JIT расшифровывается и переводится как Just In Time, или «Точно вовремя».
Это такая система управления материалами, согласно которой, компоненты с прежней операции (или от прежнего поставщика и так далее) привозят к определенному и точно назначенному времени. Ни минутой раньше или позже.
Такая система полезна тем, что она приводит к уменьшению объемов незавершенного производства и минимизирует наличие ненужных товаров на складе.
В данной системе присутствует определенный подход к выбору поставщиков сырья и комплектующих — здесь принято работать только с теми, кто гарантированно привозить товар или сырье точно к оговоренному сроку. Таким образом происходит отбор лучших из лучших и именно с ними строятся в дальнейшем самые долгосрочные и эффективные бизнес-отношения, сотрудничество с такими поставщиками бывает всегда длительным и эффективным.
***
Итак, сегодня мы рассказали вам о том, что такое Бережливое Производство, какие в нем есть инструменты и чем выгодно его внедрение в работу компаний. Желаем вам успехов и отличной работы! И помните: ваша эффективность — в ваших руках.
Рассказать друзьям:
lean production или концепция бережливого производства
Производственный процесс современного предприятия представляет собой сложный механизм превращения полуфабрикатов, сырья, материалов и других предметов труда в готовую продукцию, которая удовлетворяет потребности общества. Главной задачей производственной системы при этом становится непрерывное совершенствование «потока создания ценности» для потребителя, в основе которого лежит рациональное сочетание во времени и в пространстве всех основных, вспомогательных и обслуживающих производств. Это позволяет выпускать продукцию при минимальных затратах труда и от этого зависят экономические показатели и результаты производственно — хозяйственной деятельности предприятия, в том числе себестоимость продукции, прибыль и рентабельность производства, величина незавершенного производства и размер оборотных средств.
Эффективность производства на предприятиях можно рассматривать с точки зрения длительностью производственного цикла. Чем длительнее этот процесс, тем больше оборудование в этой деятельности участвует и тем менее эффективнее предприятие. Неисправность оборудования на одном технологическом этапе может привести к сбоям в работе всего производства, вплоть до полной его остановки. Таким образом, особо важным для повышения эффективности и достижения наилучших результатов становится решении проблемы стабильного функционирования всей производственной системы.
Поэтому одним из путей решения данной проблемы является внедрение «Lean» технологии или технологии бережливого производства, которая призвана оптимизировать производственные процессы и позволяет улучшать качество продукции при неизменном сокращении издержек.
Экономическая сущность lean
Как экономическая дефиниция производство является системой преобразования сырья, полуфабрикатов и других предметов труда в готовую продукцию, обладающую для общества потребительской ценностью. Главная задача производства: непрерывное совершенствовании процесса создания ценности для потребителей путем рационального сочетания во времени и в пространстве всех основных, вспомогательных и обслуживающих оборудований производства. Таким образом, достигается экономия времени, материальных и трудовых ресурсов, уменьшается себестоимость продукции, возрастает рентабельность производства, улучшаются все экономические показатели хозяйственной деятельности предприятия.
Одна из главных целей системы lean — снижение издержек, управление производственным предприятием, основанное на постоянном стремлении к устранению всех видов потерь.
Первоначально эта система возникла в компании Toyota и получила название – Toyota Production System (TPS). Она ориентирована на рост в условиях постиндустриальной экономики, когда вместо массового производства, опирающегося на гарантированный спрос, возникла потребность в диверсифицированном производстве, способном удовлетворять индивидуальные запросы клиентов, оперирую малыми партиями разнообразных товаров, включая и штучную продукцию. Главной задачей такого производства стало создание конкурентоспособных продуктов в необходимом количестве, в кратчайшие сроки и с наименьшими затратами ресурсов.
Отвечающее новым требованиям производство назвали «бережливым» (lean, lean production, lean manufacturing), а предприятия, повысившие операционную эффективность своего производства, благодаря внедрению новой системы – «бережливыми» (lean enterprise).
В качестве основной задачи предполагается создание процесса непрерывного устранения потерь, то есть устранение любых действий, которые потребляют ресурсы, но не создают ценности (не являются важными) для конечного потребителя.
Тайити Оно (1912—1990), один из главных создателей производственной системы компании Toyota, выделил 7 видов потерь:
• потери из-за перепроизводства;
• потери времени из-за ожидания;
• потери при ненужной транспортировке;
• потери из-за лишних этапов обработки;
• потери из-за лишних запасов;
• потери из-за ненужных перемещений;
• потери из-за выпуска дефектной продукции.
Тайити Оно считал перепроизводство основным видом потерь, в результате которых возникают остальные. Джеффри Лайкер, исследователь производственной системы Toyota (наряду с Джеймсом Вумеком и Дэниелом Джонсом), в книге «Дао Тойота» добавил ещё один вид потерь:
• нереализованный творческий потенциал сотрудников.
Отличие «бережливых» предприятий
1. Основа производственной системы предприятий – люди. Они являются созидательной силой в процессе производства конкурентоспособной продукции, а технологии и оборудование – только средство достижения поставленных целей. Никакая теория, стратегия, технология не сделают предприятие успешным; этого добьются только люди на основе своего интеллектуального и творческого потенциала.
2. Производственные системы «бережливых» предприятий ориентированы на полное исключение потерь и постоянное совершенствование всех процессов. В повседневной работе по предотвращению всех возможных видов потерь и непрерывному совершенствованию участвуют все сотрудники компании от рабочих до высшего руководства.
3. Руководство предприятия принимает решения, учитывающие перспективу дальнейшего развития, при этом сиюминутные финансовые интересы не являются определяющими. Менеджмент таких компаний не занимается бесполезным администрированием – командованием, неоправданно жестким контролем, оценкой сотрудников при помощи сложных систем разнообразных показателей, он существует для разумной организации процесса производства, своевременного обнаружения, решения и предупреждения проблем. Умение видеть и решать проблемы на своем рабочем месте ценится в каждом сотруднике – от высшего руководства до рабочих.
Методы бережливого производства
Система 5S – управленческая методика, предназначенная для эффективной организации рабочего пространства. Название произошло от японских слов, начинающихся на S, которым и в русском языке можно подобрать начинающиеся на букву С аналоги, это:
1) Сортировка предметов и/или документации на рабочем месте по степени их необходимости и частоте применения с ликвидацией всего ненужного;
2) Систематизация, когда каждый предмет должен находится в определенном легкодоступном месте;
3) Соблюдение чистоты и порядка;
4) Стандартизация упорядоченного предыдущими процедурами рабочего места;
5) постоянное Совершенствование разработанного стандарта.
Эти несложные и, на первый взгляд, малозначительные процедуры, тем не менее, влияют на эффективность труда, исключают потери вещей и времени, снижают вероятность возникновения пожаров и прочих чрезвычайных ситуаций, а в целом создают благоприятный микроклимат на рабочем месте.
• Стандартизированная работа – чёткий и максимально визуализированный алгоритм выполнения какой-то определённой деятельности, включающий в себя стандарты продолжительности цикла операций, последовательности действий при выполнении этих операций, количества находящихся в работе материалов и предметов (уровень запасов).
• Методология «Прорыв к потоку» заключается в выравнивании и повышении эффективности производственного потока посредством создания фиксированных производственных циклов. В каждом из выделенных циклов внедряются рассмотренные в предыдущем пункте принципы стандартизированной работы.
• Концепция TPM (англ. Total Productive Maintenance) – система всеобщего обслуживания оборудования. Данная система подразумевает под собой совмещение эксплуатации оборудования с постоянным техническим уходом за ним. Благодаря постоянному мониторингу и содержанию оборудования в рабочем (исправном) состоянии производственным персоналом, снижается уровень потерь, вызванных поломками, простоем оборудования из-за ремонтных работ, в том числе и плановых, что позволяет обеспечить наивысшую эффективность на протяжении всего жизненного цикла оборудования. При этом освобождаются силы ремонтного персонала для решения более важных задач.
• Система SMED (англ. Single Minute Exchange of Die) – технология проведения быстрой переналадки оборудования. В процессе переналадки оборудования можно различить две группы операций – внешние, которые можно проводить без остановки оборудования, например, подготовка инструментов и материалов, и внутренние, для проведения которых необходим перерыв в работе оборудования. Суть системы заключается в переводе максимального количества внутренних операций в группу внешних, что становится возможным, благодаря внедрению ряда технологических и организационных усовершенствований.
• Система вытягивающего производства представляет собой подход к организации производственного потока, исключающий потери, связанные с перепроизводством или ожиданием завершения предыдущего этапа работ. Каждая технологическая операция как бы «вытягивает» необходимое количество продукции из предыдущей и передает следующей. В результате этого в процессе производства не возникает ни излишков продукции, ни её дефицита.
• Система подачи и рассмотрения предложений предоставляет всем сотрудникам понятный механизм реализации предложений по совершенствованию и предусматривает меры по стимулированию сотрудников к подаче таких предложений.
Комплексное использование Lean-инструментов позволяет без значительных инвестиций, практически только за счёт внутренних резервов компании добиться значительного роста производительности труда. По сути, Lean-концепция – это определённый подход ко всем вопросам организации производства, позволяющий не только реализовывать инновационные технологии, повышающие производительность труда и эффективность производства, но создать условия для формирования корпоративной культуры, базирующейся на всеобщем участии персонала в процессе непрерывного совершенствования деятельности компании.
Система организации производства («Канбан»)
Появление термина канбан связано с перечислением стандартных операций: мастера участков перечисляли выполняемые работы на бумаге и вывешивали их на видном месте рядом с такими же списками мастеров других участков.
Система канбан была разработана и впервые в мире реализована фирмой «Toyota». В 1959 году эта фирма начала эксперименты с системой канбан и в 1962 году запустила процесс перевода всего производства на этот принцип.
В основе организации производства фирмы «Toyota» лежит годовой план производства и сбыта автомобилей, на базе которого составляются месячные и оперативные планы среднесуточного выпуска на каждом участке, основанные на прогнозировании покупательского спроса (период упреждения — 1 и 3 месяца). Суточные графики производства составляются только для главного сборочного конвейера. Для цехов и участков, обслуживающих главный конвейер, графики производства не составляются (им устанавливаются лишь ориентировочные месячные объёмы производства).
Постоянное использование философии «точно в срок» позволяет раскрыть необнаруженные дефекты. Так как запасы продукции и деталей могут скрывать проблемы на производстве, то при их уменьшении ежедневный контроль выявит, к примеру, неисправности или простои.
Канбан (kanban, система канбан) — это метод управления бережливыми производственными линиями (японское слово, обозначающее «сигнал» или «карточка»), использующий информационные карточки для передачи заказа на изготовление с последующего процесса на предыдущий.
Инструмент вытягивающей системы, который дает указание на производство или изъятие (передачу) изделий с одного процесса на другой. Применяется в Производственной Системе Toyota для организации вытягивания путем информирования предыдущей производственной стадии о том, что надо начинать работу. Система канбан позволяет оптимизировать цепочку планирования производственных мощностей, начиная от прогноза спроса, планирования производственных заданий и балансировки/распределения этих заданий по производственным мощностям с оптимизацией их загрузки.
Является составной частью этой системы производства «точно-во-время» (Just-in-Time-Production, JIT), которая предполагает синхронную поставку необходимого в производстве материала: поступление непосредственно в производство на рабочее место к необходимому времени, в необходимом количестве, с предписанным качеством и в соответствующей потреблению упаковке. В качестве средства передачи информации используются бирки, карточки, тара, электронное сообщение карточки (по-японски «канбан»), которые перемещаются между потребителями и производителями по принципу супермаркета (см.схему 1).
Схема 1. Управление производством с помощью канбан по принципу супермаркета

Цель метода – это реализация производства «точно-во-время» (JIT) на всех производственных линиях, чтобы обеспечивать снижение размеров материальных запасов на складах и несмотря на это гарантировать высокую степень выполнения заказов в установленные сроки.
Точно в срок
Just In Time— наиболее распространенная в мире логистическая концепция. Основная идея концепции заключается в следующем: если производственное расписание задано, то можно так организовать движение материальных потоков, что все материалы, компоненты и полуфабрикаты будут поступать в необходимом количестве, в нужное место и точно к назначенному сроку для производства, сборки или реализации готовой продукции. При этом страховые запасы, замораживающие денежные средства фирмы, не нужны. Является также одним из основных принципов бережливого производства.
Система организации производства U-образные ячейки
Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.
В период высочайшей конкуренции и обостряющегося кризиса, у предприятий всего мира нет другого пути, чем, используя лучшие мировые технологии менеджмента, создавать продукты и услуги, максимально удовлетворяющие клиентов по качеству и цене.
Потери в любом производственном процессе – неизбежная проблема для многих предприятий, как производящих продукцию, так и оказывающих услуги. Потери – это состояние, которое, мягко говоря, не добавляет ценности продукту или услуге. Для того чтобы обнаруживать потери, сначала необходимо их распознавать. Можно выделить восемь видов потерь, из-за которых теряются до 85% ресурсов предприятия:
1. Потеря творческого потенциала. Когда к сотруднику относятся как к винтику в механизме, который можно в любой момент выкинуть или заменить другим, когда отношения сводятся к схеме «работайте руками и строго выполняйте указания начальника», интерес сотрудников к работе неуклонно падает. Эксперты считают, что такой порядок вещей устарел, он тянет компанию назад, что не замедлит сказаться на прибыли компании. В той же Японии в различных компаниях появляются «кружки качества», на которых любой имеет право высказать свои предложения по улучшению качества процессов. Аналитики считают, что в XXI веке успех будет у тех компаний, которые смогут создать у своего персонала ощущение вовлеченности в совершенствование производства.
2. Излишнее производство, выражающееся в том, что выпускается больше товара, чем требуется, либо раньше, чем требует заказчик. В результате те ресурсы, которые можно было потратить на улучшение качества, тратятся на увеличение количества.
3. Задержки. Когда рабочие простаивают в ожидании материалов, инструментов, оборудования, информации, это всегда следствие плохого планирования или недостаточно налаженных связей с поставщиками, непредвиденных колебаний спроса.
4. Ненужная транспортировка, когда материалы или продукция перемещаются чаще, чем это нужно для непрерывного технологического процесса. Важно доставлять всё необходимое своевременно и в нужное место, а для этого на предприятии должны быть реализованы хорошие схемы логистики.
5. Чрезмерные запасы, или хранение на складах большего числа продукции, чем продаётся, и большего числа материалов, чем необходимо для технологического процесса.
6. Излишняя обработка. Продукция должна выходить из производства настолько качественной, чтобы по возможности исключать её переделки и доработки, а контроль за качеством должен быть быстрым и эффективным.
7. Дефекты, которых нужно избегать всеми силами, потому что на улаживание претензий заказчиков уходят дополнительные средства: если необходимо исправить дефектное изделие, расходуются лишние время, силы и деньги.
8. Не налаженные передвижения, или неважно поставленный процесс доставки инструментов, материалов внутри самого предприятия, лишние передвижения сотрудников по помещениям.
Быстрая переналадка
Быстрая переналадка (SMED — Single Minute Exchange of Die) дословно переводится как «Смена штампа за 1 минуту». Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»— «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
• подготовка материалов, штампов, приспособлений и т.п. — 30%;
• закрепление и снятие штампов и инструментов — 5%;
• центрирование и размещение инструмента — 15%;
• пробная обработка и регулировка — 50%.
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
• разделение внутренних и внешних операций наладки,
• преобразование внутренних действий во внешние,
• применение функциональных зажимов или полное устранение крепежа,
• использование дополнительных приспособлений.
Метод предотвращения ошибок
Широко распространенным методом предотвращения ошибок, который используется в Lean-системах является приём Poka-yoke.
Poka-yoke – (poka – случайная, непреднамеренная ошибка; yokе –предотвращение ошибок), (англ. Zero defects – Принцип нулевой ошибки) – принцип, заключающийся в поисках причин возникновения ошибок и создании методик и технологий, исключающих саму возможность их появления. Если другими способами, кроме правильного, работу выполнить невозможно, а работа выполнена, значит, выполнена она без ошибок – такова основополагающая идея метода.
Различные дефекты в продукции могут возникать из-за забывчивости человека, невнимательности, непонимания, неосторожности и т.п. Такого рода ошибки естественны и неизбежны, под таким углом их и надо рассматривать для нахождения способов их предотвращения.
Методика предотвращения ошибок предусматривает:
• создание предпосылок для бездефектной работы,
• внедрение методов бездефектной работы,
• систематическое устранение возникших ошибок,
• принятие мер предосторожности и внедрение простых технических систем, позволяющих сотрудникам предотвратить совершение промаха.
Метод Poka-yoke, применяемый вместе с другими инструментами бережливого производства, служит гарантией того, что изготовленное изделие будет бездефектным, а процесс его производства, соответственно, протекает без сбоев.
В целом использование принципов Lean может дать значительные эффекты (в разах):
• рост производительности – в 3-10 раз;
• уменьшение простоев- в 5-20 раз;
• уменьшение длительности цикла изготовления – в 10-100 раз;
• уменьшение складских запасов – в 2-5 раз;
• уменьшение случаев брака – в 5-50 раз;
• ускорение выхода на рынок новых изделий – в 2-5 раз.
Лучшая зарубежная и российская практика внедрения инструментов бережливого производства дает такие результаты:
• Электронная промышленность: сокращение этапов производственного процесса с 31 до 9. Сокращение производственного цикла с 9 до 1 дня. Высвобождение 25% производственных площадей. Экономия около 2 млн. долларов за полгода.
• Авиапром: сокращение срока выполнения заказа с 16 месяцев до 16 недель.
• Автопром: рост качества на 40%
• Цветная металлургия: увеличение производительности на 35%.
• Капремонт крупнотоннажных судов: высвобождение 25% производственных площадей. Сокращение времени одной из основных операций с 12 до 2 часов. Экономия около 400 тыс. долларов за 15 дней.
• Сборка автомобильных узлов: высвобождение 20% производственных площадей. Отказ от строительства нового производственного здания. Экономия около 2,5 млн. долларов за неделю.
• Фармацевтическая промышленность: сокращение отходов с 6% до 1,2%. Снижение потребления электроэнергии на 56%. Экономия 200 тыс. долларов ежегодно.
• Производство потребительских товаров: увеличение производительности на 55%. Сокращение производственного цикла на 25%. Сокращение запасов на 35%. Экономия около 135 тыс. долларов за неделю.
Сегодня на российском рынке ощущается дефицит профессионалов, имеющих опыт оптимизации производственных процессов путем внедрения технологии «бережливого производства». Lean рассматривает любое производство с точки зрения оптимизации процессов силами всех работников компании. В этой глобальности подхода скрывается основная сложность методики «бережливого производства», так как специалист в данной сфере должен совмещать в себе навыки педагога и руководителя, прогнозиста и аналитика.
По данным исследования Института комплексных стратегических исследований (ИКСИ) о распространении бережливого производства в России в марте-апреле 2006 года из 735 опрошенных российских промышленных предприятий 32 % использовали японский опыт. В марте-апреле 2008 года был проведён повторный опрос. Применение Lean Manufacturing на промышленных предприятиях России в 2006—2008 гг.» на III Российском Лин-форуме «Бережливая Россия». Предприятия, которые первыми начали применять методы бережливого производства: Горьковский автомобильный завод (Группа «ГАЗ»), РУСАЛ, ЕвразХолдинг, Еврохим, ВСМПО-АВИСМА, ОАО «КУМЗ», Челябинский кузнечно-прессовый завод (ОАО «ЧКПЗ»), ОАО «Соллерс» («УАЗ», «ЗМЗ»), КАМАЗ, НефАЗ, Сбербанк России ОАО и др.
Бережливое производство и Lean-технологии | Leaninfo.ru
2 Апр 2018 Татьяна Быкова в рубрике События | Добавьте комментарий
20 апреля в Москве журнал «Генеральный Директор» организует X форум по бережливому производству «Непрерывные улучшения: маленькие шаги к большим целям». Приглашаем Вас принять участие!
Вас ждут не только…
Далее
11 Апр 2017 Дмитрий Стукалов в рубрике События | Добавьте комментарий
Отечественные компании проигрывают западным с точки зрения эффективности (производительность труда, прибыль на одного работника и т.п.), в среднем, в 10 раз! Именно низкая эффективность, и, как следствие,…
Далее
5 Апр 2017 Вячеслав Болтрукевич в рубрике Lean в России и мире, События | Добавьте комментарий
На текущей неделе в Сочи проходит очередной Лин-Саммит. Это традиционное весеннее мероприятие, посвященное обсуждению и популяризации вопросов операционной эффективности. Это не единственное подобное…
Далее
10 Мар 2017 Евгений Ксенчук в рубрике Избранное, Интересно, Преподавателю | 4 комментария
Немаваси – важнейший элемент японского менеджмента, почти не известный на Западе и в России. Дословный перевод – «идти вокруг корней», «разрывание земли вокруг корней для подготовки дерева к пересадке».
Далее
23 Янв 2017 Леонид Сергеев в рубрике Lean в России и мире, Мнение практика | Добавьте комментарий
Роль кадрового резерва на руководящие должности трудно переоценить. Кадровые перестановки неизбежны в любой компании, поэтому заниматься подготовкой преемников надо заранее. Развивая кадровый резерв, мы…
Далее
17 Янв 2017 Павел Рабунец в рубрике События | Добавьте комментарий
Джеффри Лайкер — автор бестселлера «Дао Toyota».
В России книга была переиздана 10 раз суммарным тиражом более 85 000 экземпляров!
Бережливое производство:
Это, без преувеличения, главное, чему стоит…
Далее
5 Окт 2016 Вячеслав Болтрукевич в рубрике Интересно, Истории | Добавьте комментарий
Сегодня в нашей стране День Учителя. А в Казахстане, оказывается, его отмечают 1 октября. Моя очень хорошая и уважаемая мною знакомая прислала мне вместо поздравления рассказ ее коллеги.
Я попросил…
Далее
30 Сен 2016 | 0 комментариев
Присоединитесь к группе российских менеджеров, чтобы вместе изучить Kaizen опыт японских компаний. Программа рассчитана на руководителей производственных компаний и тех, для кого «эффективность» — лозунг по жизни.
28 Сен 2016 | 0 комментариев
Клуб инженерных предпринимателей приглашает на открытую лекцию Виктории Петровой, Председателя Экспертного совета ГК «ЛюдиРеорlе», заместителя генерального директора ГК «Базовый элемент» (2011-2014)…
7 Сен 2016 | 0 комментариев
Возможно, программа TWI — самая успешная из когда-либо разработанных учебных программ как с точки зрения охвата людей, так и с точки зрения влияния на них…
19 Июл 2016 | 0 комментариев
При слове «проект» у каждого в воображении возникают разные образы. Кто-то представляет ворох технической документации с умными терминами,…